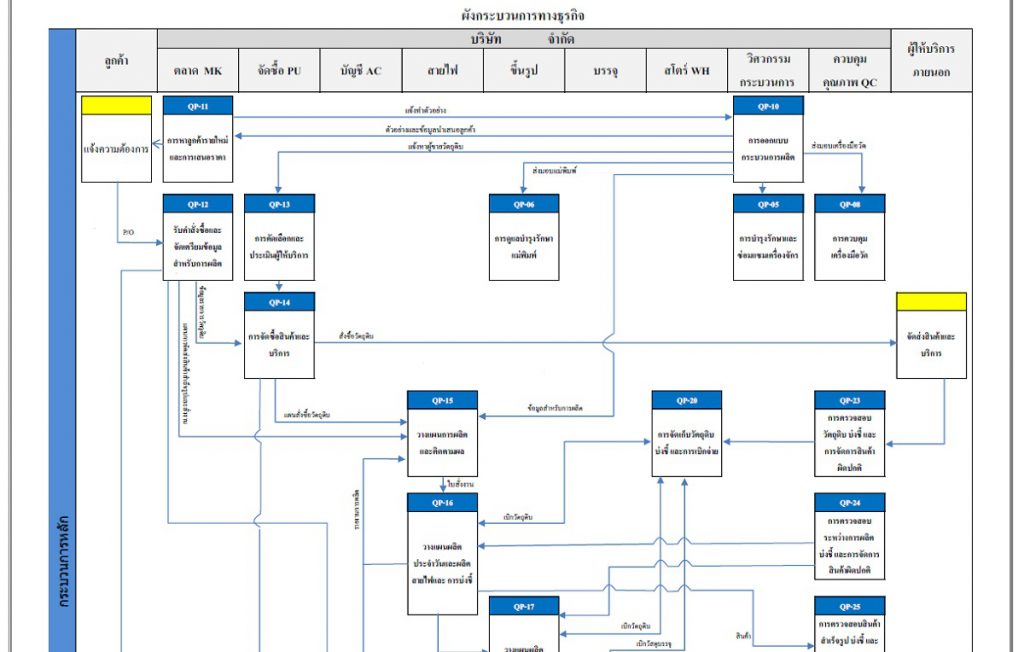
ประยุกต์ใช้ระบบบริหารคุณภาพ ISO 9001:2015 & IATF16949:2016 ให้สามารถตอบสนองวัตถุประสงค์ทางธุรกิจ
หลักสูตร IATF 16949 : 2016 Requirement เป็นข้อกำหนดของระบบบริหารคุณภาพสำหรับอุตสาหกรรมยานยนต์ เพื่อให้ผู้ผลิตชิ้นส่วนรถยต์ตลอดห่วงโซ่อุปทานได้ประยุกต์ใช้เพื่อทำให้องค์กรบรรลุตามวัตถุประสงค์

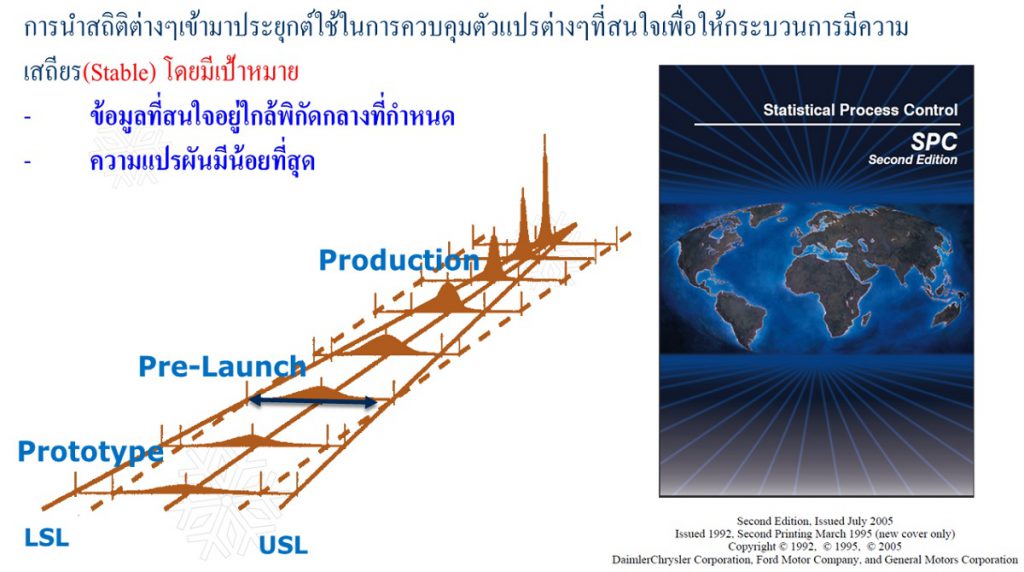
เครื่องมือหลักสำหรับระบบ IATF 16949 : 2016 หลักสูตร Core Tools for IATF 16949 : 2016
ประกอบด้วย APQP FMEA SPC MSA PPAP ใช้สำหรับ ป้องกันข้อบกพร่อง ลดความผันแปร และ ลดความสูญเสียตลอดห่วงโซ่

หลักสูตร APQP จะแนะนำรายละเอียดขั้นตอนการดำเนินงานแบ่งแยกเป็น 5 เฟส ซึ่งองค์กรต้องประยุกต์ใช้ให้เหมาะสมกับ ผลิตภัณฑ์ขององค์กร ในคู่มืออาจมีรายละเอียดขั้นตอน ไม่คลอบคลุมทั้งหมด เช่น การจัดซื้อ การฝึกอบรม การจัดLine ซึ่งถ้าองค์กรพิจารณาว่าจำเป็นก็ต้องระบุไว้ในแผนด้วย
APQP คือ Advance Product Quality Planning ( APQP 3rd )คือเป็นวิธีการระบุและกำหนดขั้นตอนที่จำเป็นเพื่อให้ผลิตภัณฑ์ที่ผลิตขึ้นเป็นที่พึงพอใจของลูกค้า และเป็นไปตามข้อกำหนดด้านประสิทธิภาพและคุณภาพทั้งหมด การวางแผนคุณภาพผลิตภัณฑ์มีเป้าหมายเพื่ออำนวยความสะดวกในการสื่อสารกับทุกฝ่ายที่เกี่ยวข้อง เพื่อให้ขั้นตอนที่จำเป็นทั้งหมดเสร็จสิ้นตรงเวลา ซึ่งประสิทธิผลของวางแผนคุณภาพผลิตภัณฑ์นั้นจะขึ้นอยู่กับความมุ่งมั่นของผู้นำของบริษัทในการพยายามเพื่อสร้างความพึงพอใจให้กับลูกค้า

หลักสูตร APQP & PPAP การวางแผนคุณภาพผลิตภัณฑ์ล่วงหน้าและกระบวนการยื่นอนุมัติชิ้นส่วนการผลิต
Advance Product Quality Planning (APQP) 3rd & Production-Part Approval Process (PPAP) 4th Edition

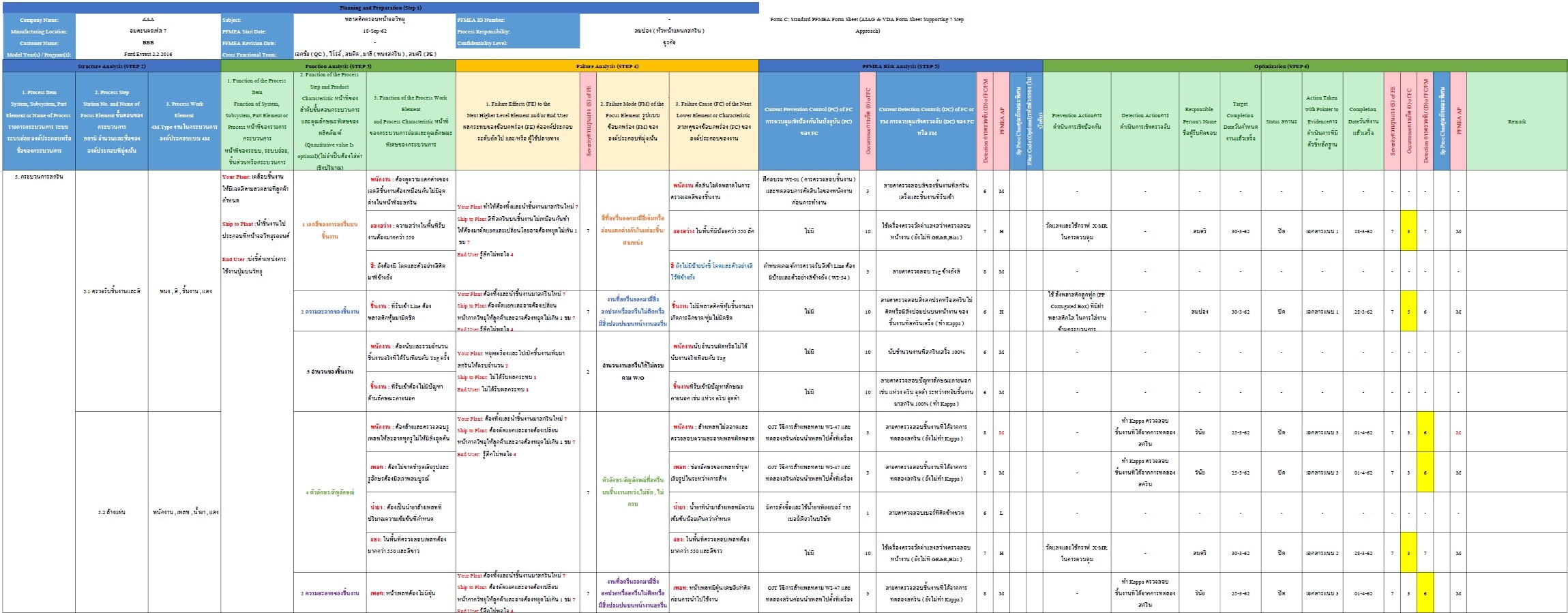
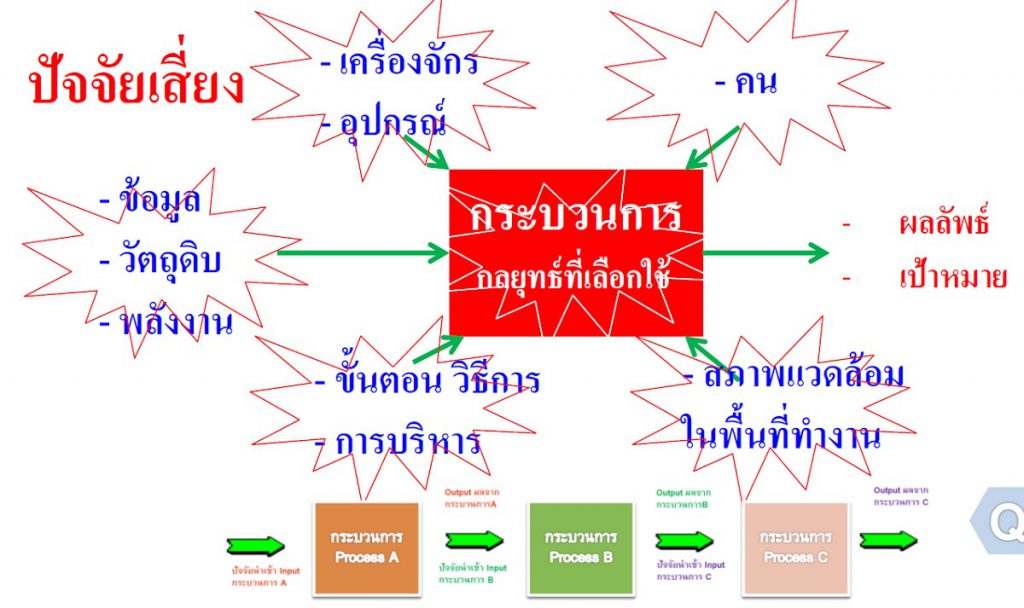
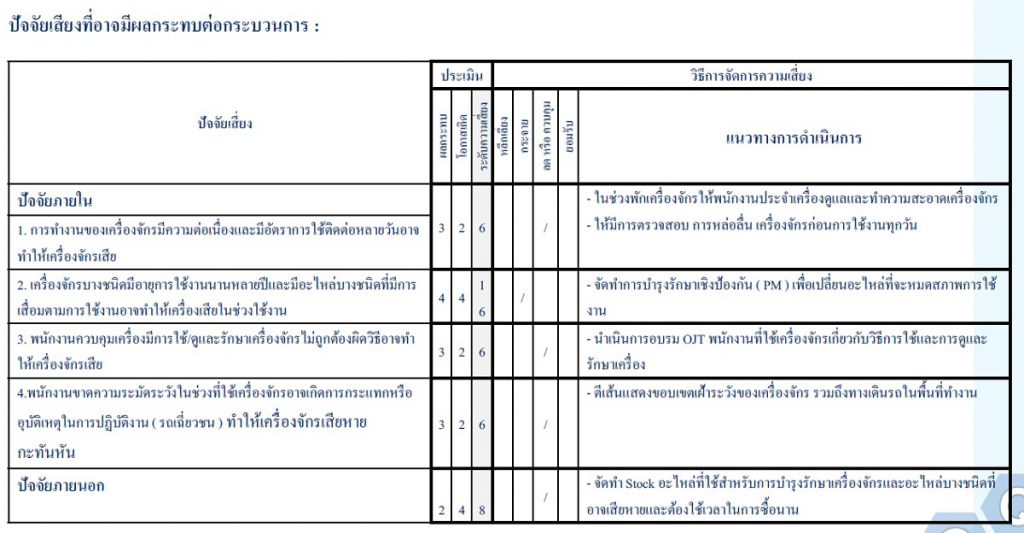
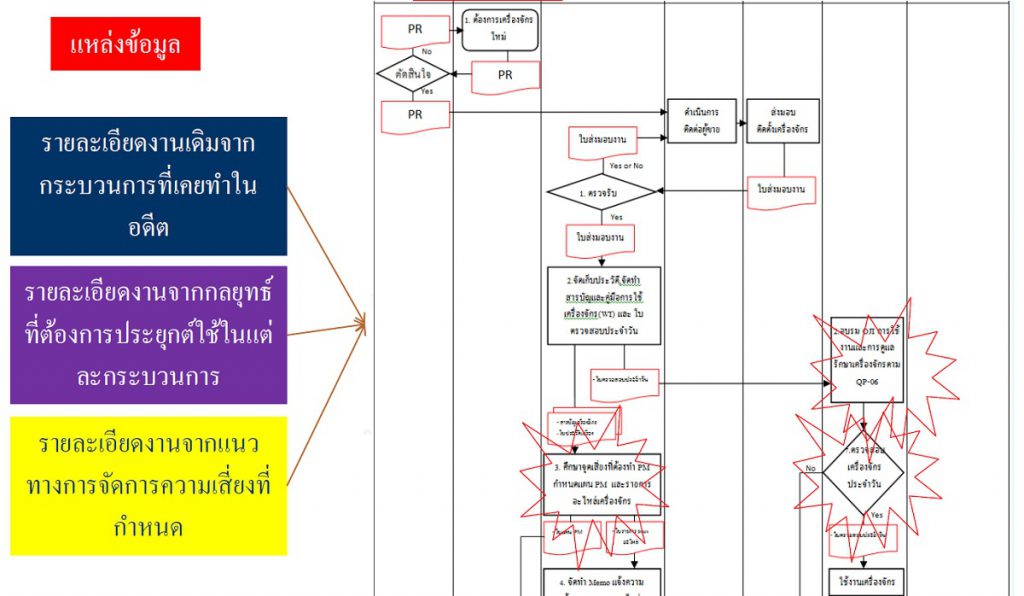
FMEA คือ เครื่องมือชนิดหนึ่งที่ใช้ในการวิเคราะห์คาดการปัญหาที่อาจเกิดขึ้นในอนาคตและสาเหตุที่อาจทำให้เกิดปัญหาจากประสบการณ์ในอดีตของทีมงานเพื่อหาแนวทางการป้องกันให้สาเหตุที่ทำให้เกิดปัญหาไม่เกิดขึ้นทำให้ปัญหานั้นไม่เกิดขึ้น

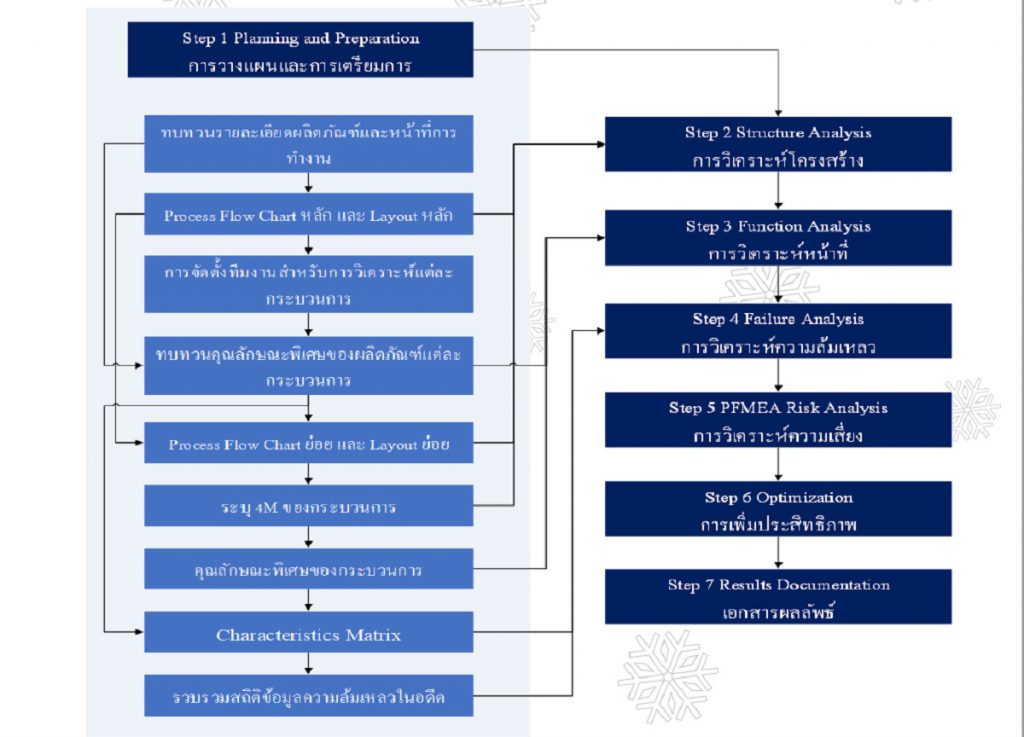
การเปลี่ยนแปลง 3 ประการหลักที่เกิดขึ้นใน หลักสูตร FMEA AIAG & VDA ฉบับใหม่เพื่อทำให้การดำเนินการวิเคราะห์มีประสิทธิภาพมากขึ้นเพื่อช่วยบ่งชี้สาเหตุที่ทำให้เกิดปัญหาและนำมาพัฒนา วิธีการป้องกันสาเหตุเพื่อทำให้ปัญหาไม่เกิด