
บทนำ หลักสูตร MSA AIAG&VDA 1st
ข้อมูลการวัด (Measurement Data) มีบทบาทสำคัญต่อการควบคุมคุณภาพและการตัดสินใจทางวิศวกรรมอย่างมีนัยสำคัญ เครื่องมือทางสถิติ เช่น Statistical Process Control (SPC) การประเมินความสามารถของกระบวนการผลิต (Process Capability Analysis) และการอนุมัติชิ้นส่วนการผลิต (Production Part Approval Process : PPAP) ล้วนต้องอาศัยข้อมูลการวัดที่มีความถูกต้อง แม่นยำ และเชื่อถือได้
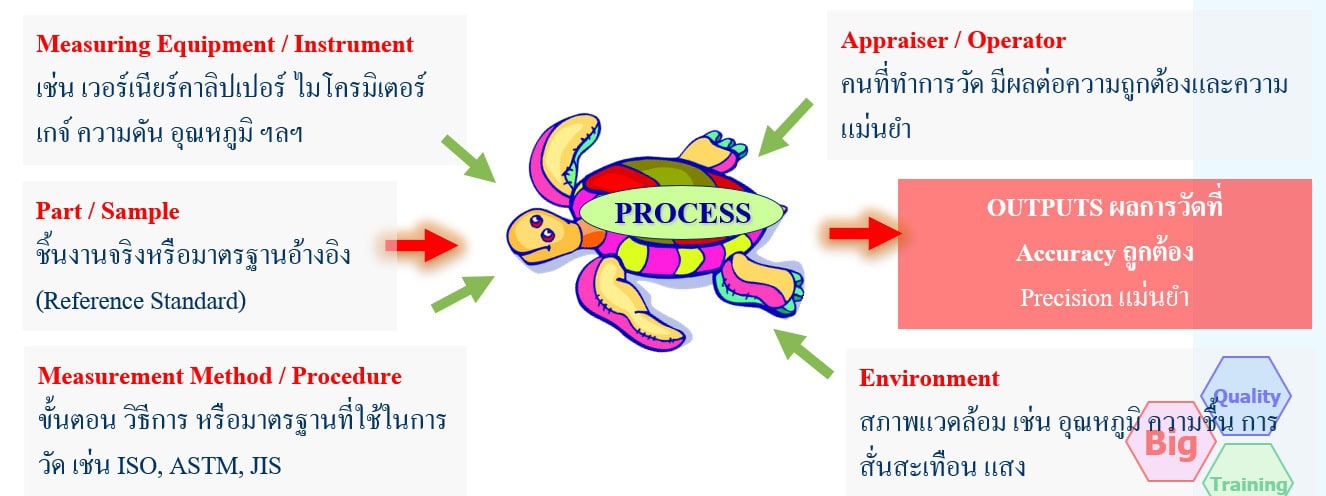
อย่างไรก็ตาม ความถูกต้องของข้อมูลการวัดไม่ได้ขึ้นอยู่กับเครื่องมือวัดเพียงอย่างเดียว แต่เป็นผลลัพธ์ขององค์ประกอบทั้งหมดที่เกี่ยวข้องกับกระบวนการวัด เช่น เครื่องมือวัด มาตรฐานอ้างอิง วิธีการวัด บุคลากร อุปกรณ์จับยึด สภาพแวดล้อม และขั้นตอนการปฏิบัติงาน หากองค์ประกอบใดองค์ประกอบหนึ่งมีความแปรปรวนหรือความคลาดเคลื่อนที่ไม่ได้รับการควบคุม อาจทำให้ผลการวัดไม่สะท้อนสภาพที่แท้จริงของกระบวนการผลิต ส่งผลให้เกิดความคลาดเคลื่อนในการวิเคราะห์และการตัดสินใจด้านคุณภาพ

แนวคิด Measurement System Analysis ( MSA ) หลักสูตร MSA AIAG & VDA
จึงถูกพัฒนาขึ้นเพื่อใช้ในการประเมินคุณภาพของระบบการวัดอย่างเป็นระบบ โดยใช้วิธีการทางสถิติในการวิเคราะห์ความแปรปรวนของการวัด รวมทั้งเพื่อจำแนกแหล่งที่มาของความผิดพลาดที่อาจเกิดขึ้นในระบบการวัด แนวทางดังกล่าวได้รับการกำหนดไว้ในคู่มือ Measurement System Analysis (AIAG MSA) ซึ่งเป็นหนึ่งในเครื่องมือหลักของ Automotive Core Tools ที่ใช้ในระบบการจัดการคุณภาพของอุตสาหกรรมยานยนต์
อย่างไรก็ตาม การวิเคราะห์ระบบการวัด ตามแนวทางดั้งเดิมของ AIAG มุ่งเน้นการประเมินความแปรปรวนของระบบการวัดในภาพรวม เช่น การวิเคราะห์ Gage Repeatability and Reproducibility (GR&R) ซึ่งแยกองค์ประกอบของความแปรปรวนออกเป็น Repeatability และ Reproducibility แต่ยังมีข้อจำกัดในการระบุแหล่งที่มาของความไม่แน่นอนของการวัดในเชิงกายภาพอย่างละเอียด เช่น อิทธิพลของการสอบเทียบ ความละเอียดของเครื่องมือ อุณหภูมิ หรือสภาพแวดล้อมในการวัด
เพื่อตอบสนองต่อข้อจำกัดดังกล่าว แนวคิดการประเมินระบบการวัดจึงได้รับการพัฒนาเพิ่มเติมในมาตรฐาน VDA Volume 5 และ ISO 22514-7 ซึ่งมุ่งเน้นการประเมิน Measurement Process Capability โดยอาศัยแนวคิด Measurement Uncertainty ตามแนวทางของ Guide to the Expression of Uncertainty in Measurement (GUM) การวิเคราะห์ในแนวทางนี้จะทำการระบุปัจจัยที่มีอิทธิพลต่อผลการวัด (Influence Quantities) และคำนวณค่าความไม่แน่นอนของแต่ละองค์ประกอบ เพื่อนำมาสร้าง Uncertainty Budget และประเมินความสามารถของกระบวนการวัดเมื่อเปรียบเทียบกับข้อกำหนดของผลิตภัณฑ์
นอกจากนี้ แนวคิด Measurement Uncertainty ยังมีบทบาทสำคัญต่อการตัดสินใจด้านการยืนยันความสอดคล้องของผลิตภัณฑ์กับข้อกำหนดตามมาตรฐาน ISO 14253-1 ซึ่งกำหนดกฎการตัดสิน (Decision Rules) โดยพิจารณาค่าที่วัดได้ร่วมกับความไม่แน่นอนของการวัด เพื่อลดความเสี่ยงจากการยอมรับผลิตภัณฑ์ที่มีข้อบกพร่อง (Consumer Risk) หรือการปฏิเสธผลิตภัณฑ์ที่เป็นไปตามข้อกำหนด (Producer Risk)
ดังนั้น การทำความเข้าใจแนวคิดและวิธีการประเมินระบบการวัดตามมาตรฐาน AIAG, VDA 5 และ ISO 22514-7 จึงมีความสำคัญอย่างยิ่งต่อการพัฒนาคุณภาพของระบบการวัด และการสร้างความน่าเชื่อถือของข้อมูลที่ใช้ในการควบคุมและปรับปรุงกระบวนการผลิต บทความนี้มีวัตถุประสงค์เพื่ออธิบายแนวคิดพื้นฐานของ Measurement System Analysis รวมถึงเปรียบเทียบแนวทางการประเมินระบบการวัดตามมาตรฐานที่เกี่ยวข้อง เพื่อสนับสนุนการประยุกต์ใช้ในงานวิศวกรรมคุณภาพและการประเมินความสามารถของกระบวนการวัดในอุตสาหกรรม
AIAG หลักสูตร MSA AIAG&VDA 1st
Measurement System Analysis : MSA คือ การวิเคราะห์คุณสมบัติเชิงสถิติของการวัดเพื่อจำแนกปัญหาที่พบในระบบการวัด หรือ คุณภาพของระบบการวัด ซึ่งอาจมีสาเหตุมาจาก เช่น คน เครื่องมือ วิธีการ สภาพแวดล้อม เพื่อนำไปใช้เป็นข้อมูลในการปรับปรุงระบบการวัดทำให้การวัดมีคุณภาพ ( ถูกต้องและแม่นยำ ) น่าเชื่อถือ
Measurement System คือ องค์ประกอบทั้งหมดที่เกี่ยวข้องกับการวัด ตรวจสอบ ทดสอบ ได้แก่ เครื่องมือหรือเกจ มาตรฐาน ขั้นตอนการปฏิบัติ วิธีการ อุปกรณ์ยึดจับ ซอฟต์แวร์ บุคลากร สิ่งแวดล้อม และสมมติฐานต่าง ๆ ที่ใช้ในการหาปริมาณ หน่วยวัด หรือกำหนดค่าประเมินให้กับลักษณะเฉพาะของคุณลักษณะ ( เน้นว่า Measurement System ไม่ใช่แค่เครื่องมือ )
VDA & ISO22514-7
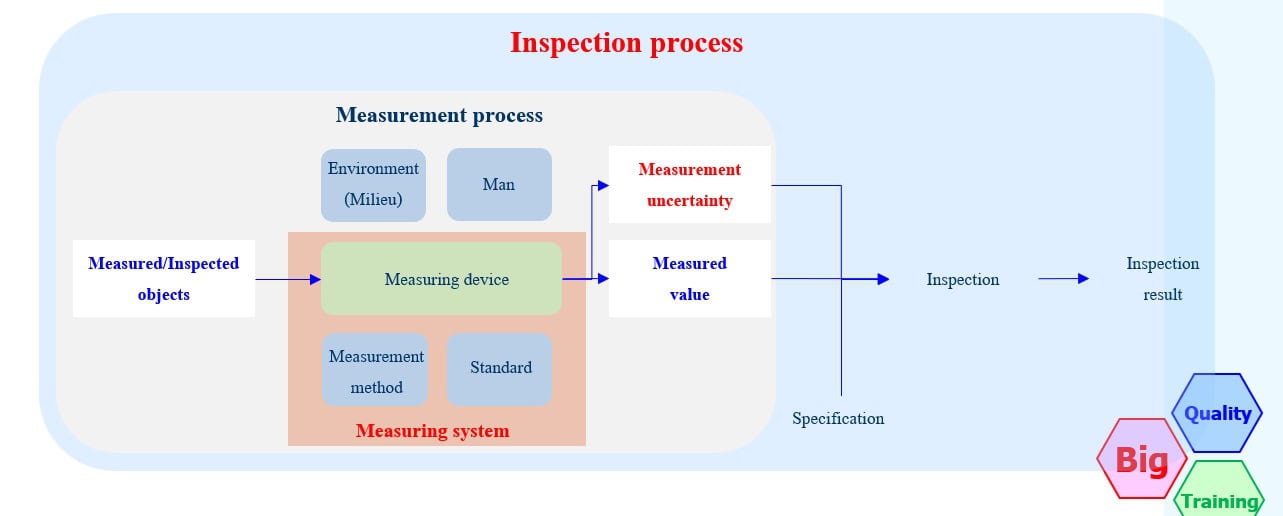
Measurement process : Set of operations to determine the value of a quantity ชุดของกระบวนการที่ใช้กำหนดค่าของปริมาณหนึ่งๆ : ตาม ISO/IEC Guide 99:2007 (VIM), ข้อ 2.2
Measuring system : Measuring instrument and any other device necessary for a particular measurement procedure เครื่องมือวัดและอุปกรณ์อื่นใดที่จำเป็นต่อการดำเนินกระบวนการวัดที่กำหนดไว้ : ตาม ISO/IEC Guide 99:2007 (VIM), ข้อ 2.8
วิธีการประเมินคุณภาพของระบบการวัด
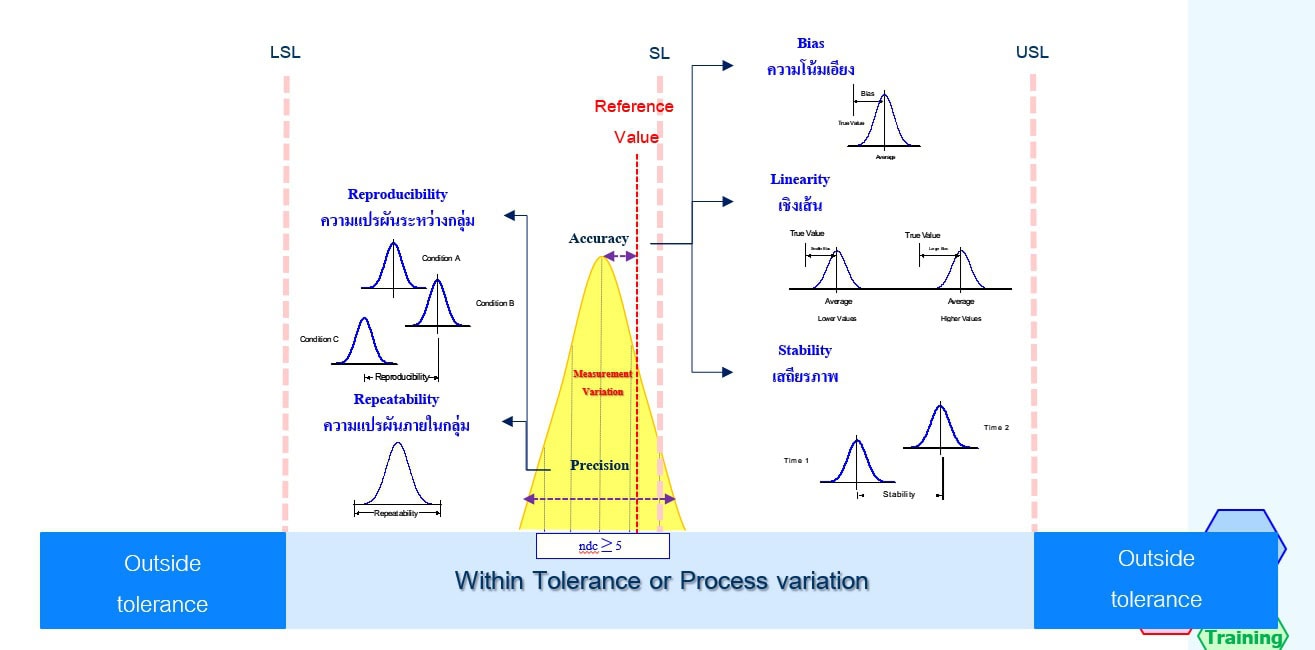
Measurement Variation มุ่งเน้นการวิเคราะห์ความแปรผันภาพรวมในระบบการวัด จำแนกการวิเคราะห์เป็น 2 ส่วนใหญ่ Accuracy และ Precision ด้วยเครื่องมือต่างๆ ซึ่งไม่ได้แยกแยะแหล่งกำเนิดความแปรผันออกมาเป็นแต่ละปัจจัย (เครื่องมือหรือเกจ มาตรฐาน ขั้นตอนการปฏิบัติ วิธีการ อุปกรณ์ยึดจับ ซอฟต์แวร์ บุคลากร สิ่งแวดล้อม) ต้องมาทำการวิเคราะห์หาสาเหตุหลังจากการประเมินผล
มีปัญหาในการปรับปรุงคุณภาพระบบการวัดเนื่องจาก หลักสูตร MSA AIAG&VDA
“การบ่งชี้สาเหตุที่ผิดพลาด (Identification of error sources)” เป็นหนึ่งในปัญหาสำคัญของการทำ MSA แบบ AIAG จึงนำไปสู่การใช้บริบท ISO 22514-7 และ ISO 14253-1 เข้ามาร่วมเป็นส่วนหนึ่งในการวิเคราะห์
เช่น
การทำ GR&R เป็นในส่วนวิเคราะห์ความแปรปรวนของระบบการวัดภาพรวมแยกเป็น
Repeatability Symbol : EV (Equipment Variation) สาเหตุจากเครื่องมือ
Reproducibility Symbol : AV (Appraiser Variation) สาเหตุจากผู้วัด
Part Symbol : PV (Part Variation) สาเหตุจากชิ้นงาน
Interaction สาเหตุจากชิ้นงานร่วมกับผู้วัด
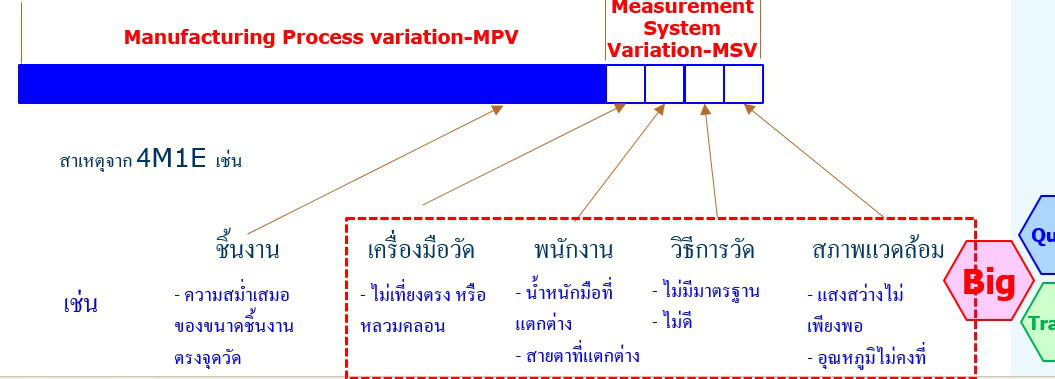
ซึ่งในระบบการวัดหรือกระบวนการวัดจริงไม่ได้มีเพียง เครื่องมือ ผู้วัด ชิ้นงาน แต่ยังมีปัจจัยอื่นที่คลอบคุมปัจจัย 5M,6M
เช่น หลักสูตร MSA AIAG & VDA
Repeatability ไม่ได้เกิดจากเครื่องมือเพียงอย่างเดียว แต่เกิดจากระบบการวัดทั้งหมด
ภายในชิ้นงาน (Within-Part / Sample) : รูปร่างของชิ้นงาน , ความหยาบผิว (Surface roughness), ความไม่สม่ำเสมอของวัสดุ,การเสียรูปทรง,อุณหภูมิชิ้นงาน
ภายในเครื่องมือวัด (Within-Instrument) : มีค่าความแม่นยำที่ไม่ดี , การตั้งค่าก่อนการใช้งาน ,รูปทรงของปากวัดงาน
ภายในวิธีการวัด (Within-Method) : วิธีการที่แตกต่างกันในแต่ละครั้ง , การจับวัด
ภายในสภาพแวดล้อม (Within-Environment) : อุณหรูมิที่แตกต่าง , การสันสะเทือน
ภายในผู้วัด (Within-Appraiser) : การอ่านค่า ,นำหนักหารกดหรือดึงเครื่องมือ , ความเข้าใจด้านเกณฑ์ยอมรับ
การลดปัญหาความซ้ำซ้อนการดำเนินงานของผู้ผลิต ด้านมาตรฐานของ AIAG กับ VDA จึงนำไปสู่การรวมให้เป็นมาตรฐานเดียวกัน ( VDA5 มีมุ่งมองคล้ายคลึง ISO 22514-7 )
ข้อจำกัด AIAG ไม่สามารถระบุ source ของ error ภายในเครื่องมือได้
เช่น Resolution , Temperature , Calibration , Drift , Fixture , Alignment ทั้งหมดนี้ AIAG MSA 4th ไม่สามารถแยกได้
– แต่ VDA 5 และ ISO22514-7 มีการวิเคราะห์โดยการบ่งชี้ โดยแยกองค์ประกอบที่มีอิทธิพลต่อผลการวัดออกเป็นแต่ละ Influence Quantity อย่างเป็นระบบ (เช่น repeatability, calibration, resolution, temperature, part variation, stability ฯลฯ) และคำนวณ Standard Uncertainty ของแต่ละองค์ประกอบเพื่อสร้าง Uncertainty Budget ทำให้ง่ายต่อการบ่งชี้สาเหตุที่ต้องจัดการได้ถูกต้องและง่ายขึ้นทำให้องค์กรสามารถพัฒนาคุณภาพของระบบการวัดได้ดีขึ้น
VDA5 & ISO22514-7
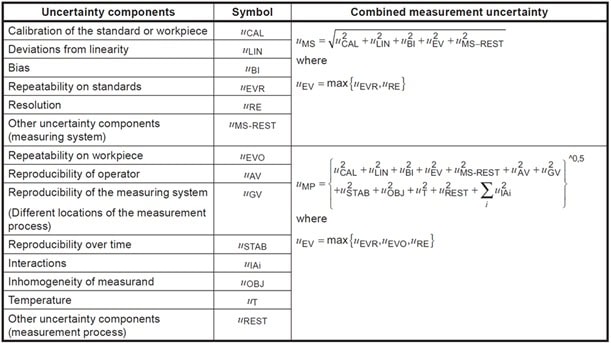
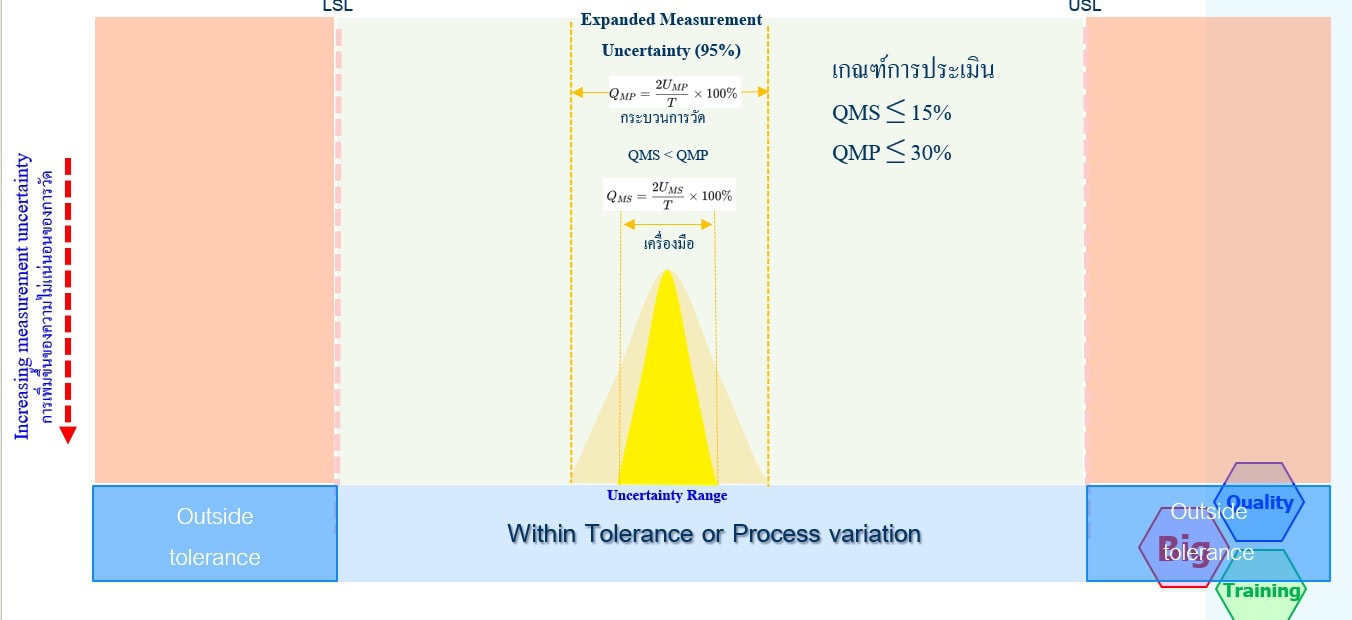
มุ่งเน้นการวิเคราะห์ “ความสามารถของกระบวนการวัด” โดยอิงแนวคิด Measurement Uncertainty ตาม GUM โดยแยกองค์ประกอบที่มีอิทธิพลต่อผลการวัดออกเป็นแต่ละ Influence Quantity อย่างเป็นระบบ (เช่น repeatability, calibration, resolution, temperature, part variation, stability ฯลฯ) และคำนวณ Standard Uncertainty ของแต่ละองค์ประกอบเพื่อสร้าง Uncertainty Budget จากนั้นรวมเป็น Expanded Measurement Uncertainty (U) เพื่อประเมิน Capability Ratio (QMS และ QMP) เทียบกับ Tolerance
ISO 14253-1
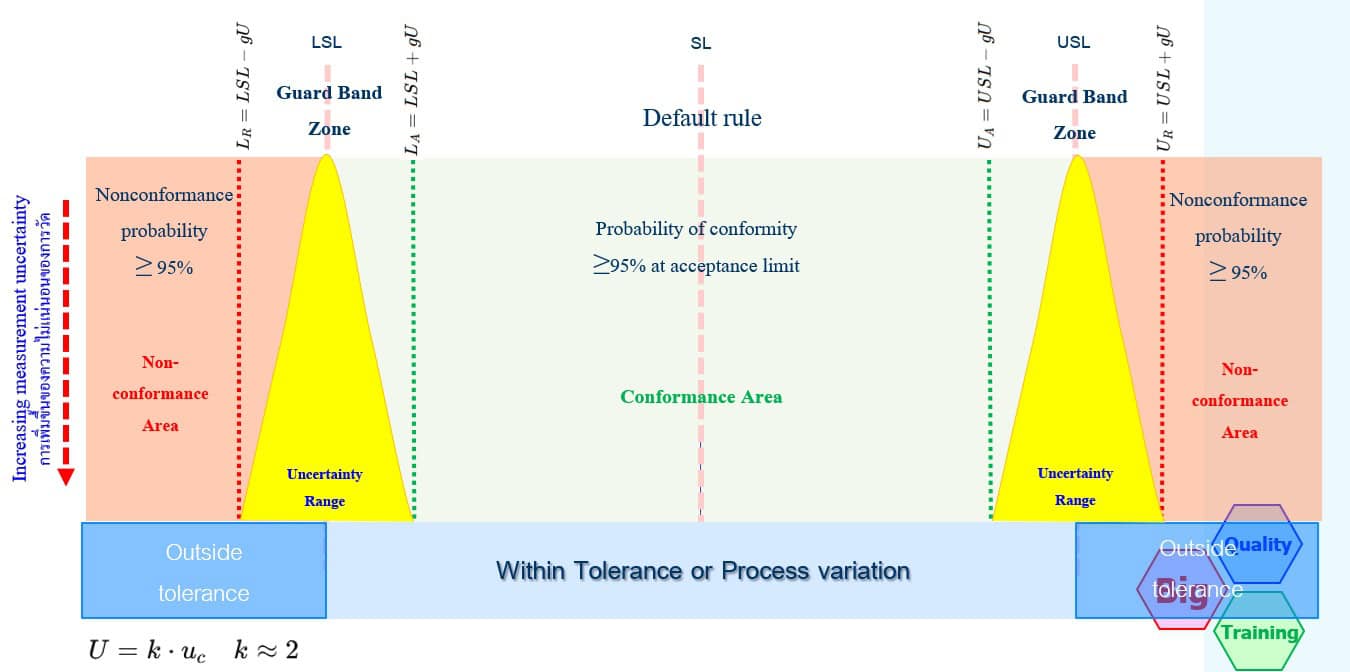
มุ่งเน้นการใช้ Measurement Uncertainty ตามแนวคิด GUM เพื่อกำหนดกฎการตัดสิน (Decision Rules) ในการยืนยัน “ความสอดคล้องหรือไม่สอดคล้องของชิ้นงาน” กับข้อกำหนด โดยนำ Expanded Measurement Uncertainty (U) มาพิจารณาร่วมกับค่าที่วัดได้ (y) เพื่อสร้าง Acceptance Limits และ Rejection Limits (Guard Band) เพื่อลดความเสี่ยงจากการยอมรับของเสีย (False Accept) และการปฏิเสธของดี (False Reject) สามารถประเมินได้ 2 วิธีการ
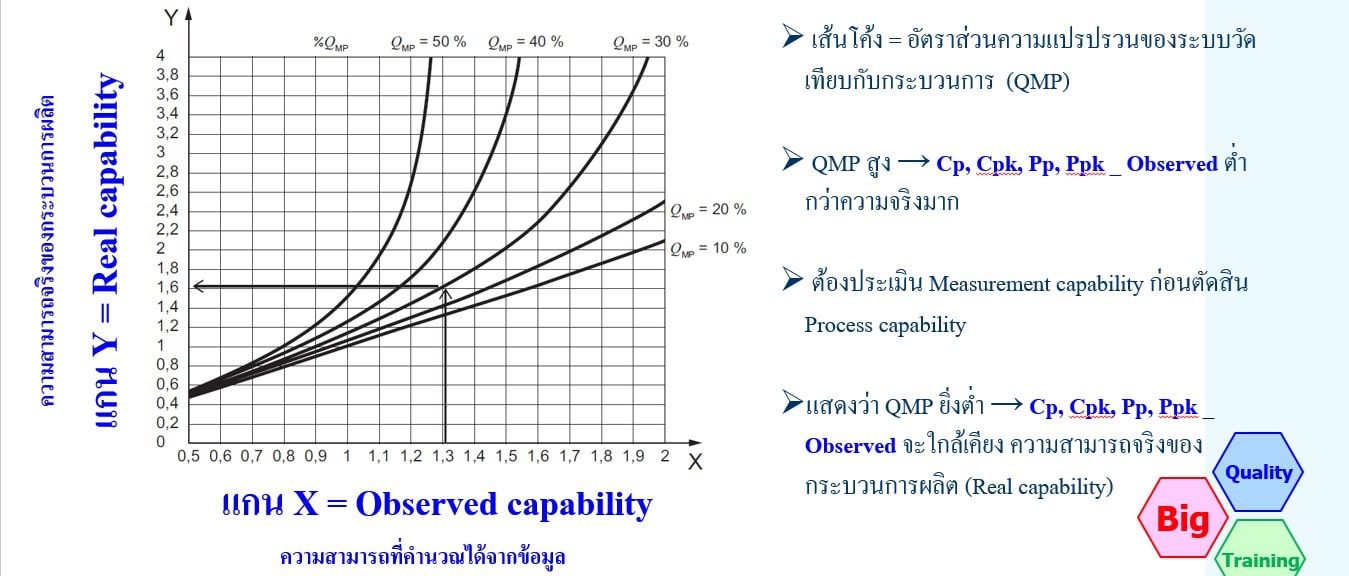
ความสัมพันธ์ระหว่างความสามารถกระบวนการ Cp, Cpk, Pp, Ppk และอัตราส่วนความแปรปรวนของระบบวัดเทียบกับกระบวนการ QMP
ค่าความสามารถของกระบวนการผลิตที่เราคำนวณได้ (Cp, Cpk, Pp, Ppk) “ถูกบิดเบือน จากความไม่แน่นอนของระบบการวัดมากแค่ไหน”
ความสัมพันธ์ทั้งหมดระหว่างความสามารถที่เราคำนวณได้จากข้อมูล (Observed capability) กับความสามารถจริงของกระบวนการผลิต (Real capability)
ชนิดความผิดพลาด หลักสูตร MSA AIAG&VDA
Type I Error (α) Producer Risk (False Rejection)
เป็นความผิดพลาดในการตัดสินที่เกิดขึ้นเมื่อผลการตรวจสอบหรือการวัด ปฏิเสธสินค้าที่เป็นไปตามข้อกำหนด (Conforming product) ว่าเป็นสินค้าไม่ผ่าน ทั้งที่จริงแล้วสินค้านั้นเป็นไปตามข้อกำหนด ความผิดพลาดลักษณะนี้ทำให้ผู้ผลิตสูญเสียโอกาสทางธุรกิจหรือต้องคัดทิ้งสินค้าที่ดีโดยไม่จำเป็น จึงเรียกความเสี่ยงนี้ว่า Producer Risk และในทางสถิติเรียกว่า Type I Error (α)
Type II Error (β) Consumer Risk (False Acceptance)
เป็นความผิดพลาดในการตัดสินที่เกิดขึ้นเมื่อผลการตรวจสอบหรือการวัด ยอมรับสินค้าที่ไม่เป็นไปตามข้อกำหนด (Nonconforming product) ว่าเป็นสินค้าที่ผ่านการยอมรับ ทั้งที่จริงแล้วสินค้านั้นควรถูกปฏิเสธ ความผิดพลาดลักษณะนี้ทำให้ลูกค้ามีความเสี่ยงที่จะได้รับสินค้าที่ไม่ได้คุณภาพ จึงเรียกความเสี่ยงนี้ว่า Consumer Risk และในทางสถิติเรียกว่า Type II Error (β)
เครื่องมือและลำดับขั้นในการวิเคราะห์ AIAG 4th เทียบ VDA5 & ISO22514-7
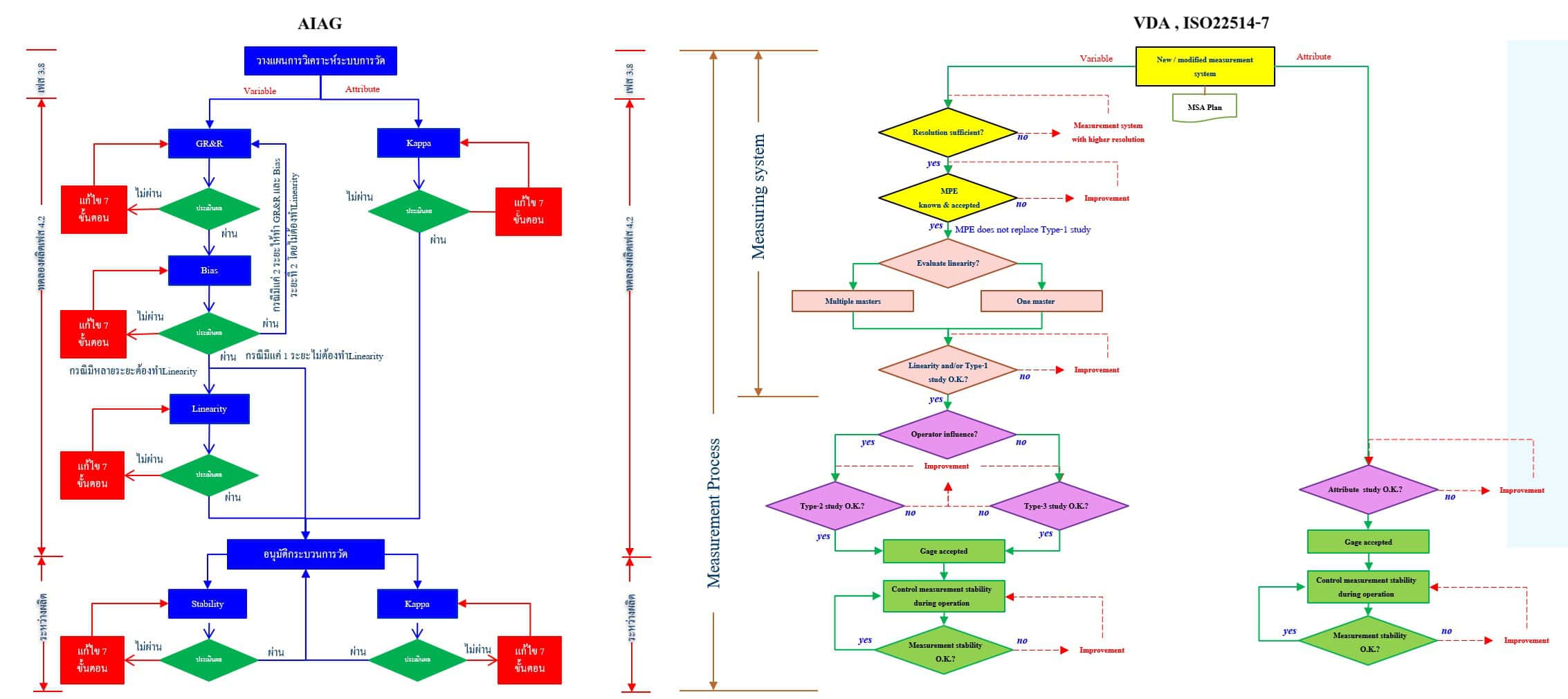
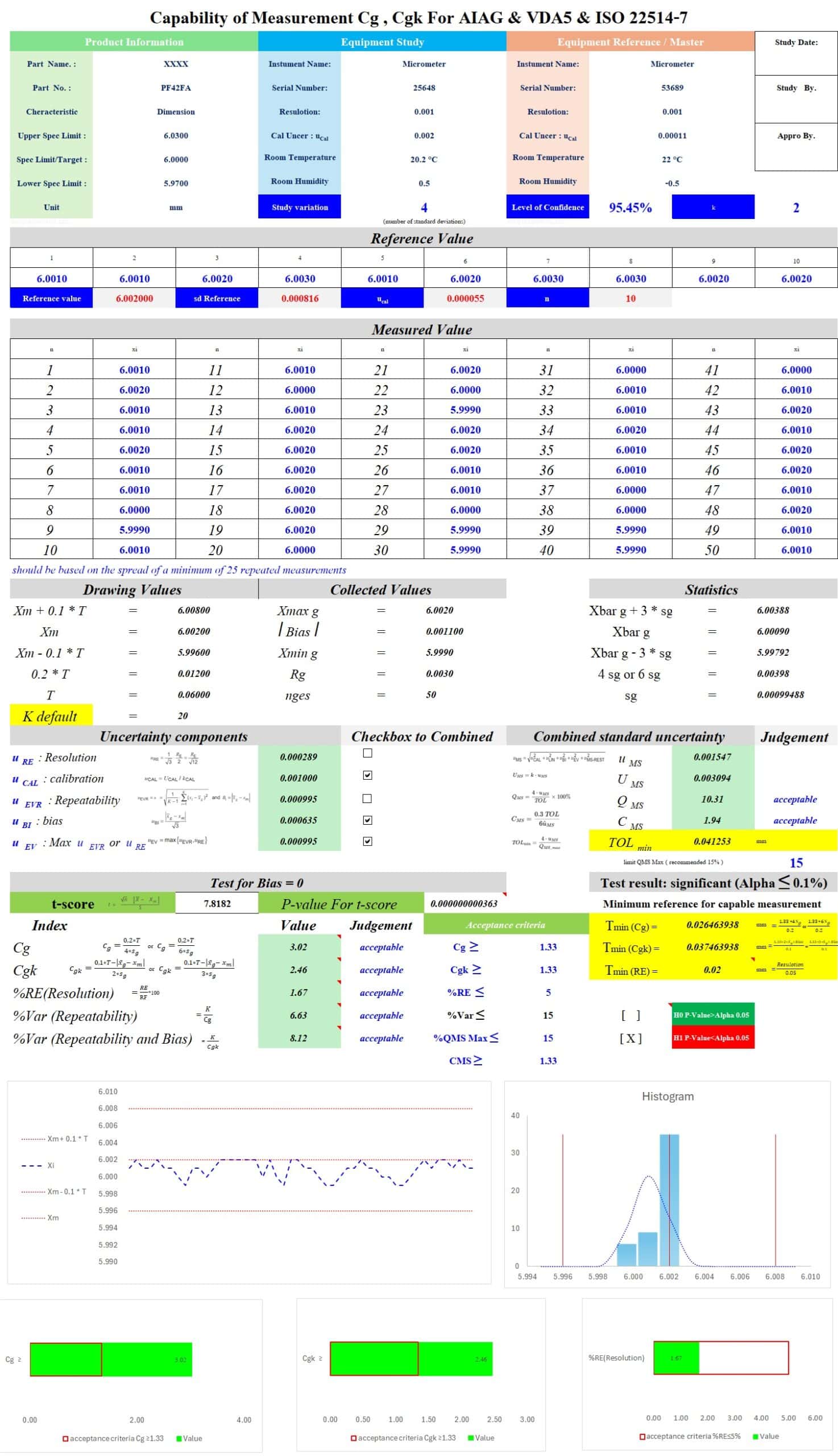
Type 1 Measurement System Analysis – Instrument Capability Study (Single Master, Cg/Cgk Method) หลักสูตร MSA AIAG&VDA
เป็นการประเมินความสามารถของเครื่องมือวัดโดยใช้ชิ้นงานมาตรฐานเพียงชิ้นเดียว (Master Part) ที่มีค่าจริงทราบแน่นอน การทดลองดำเนินการโดยผู้วัดคนเดียว ( Master ) และวัดซ้ำหลายครั้งภายใต้สภาพแวดล้อมที่ควบคุมได้ เพื่อศึกษาความแปรปรวนของเครื่องมือวัด (Repeatability) และความคลาดเคลื่อนเชิงระบบ (Bias) จากค่ามาตรฐาน ผลการวิเคราะห์ถูกประเมินด้วยดัชนี Cg และ Cgk ซึ่งเปรียบเทียบความสามารถของเครื่องมือวัดกับค่าความเผื่อ (Tolerance) ของชิ้นงาน โดยทั่วไปกำหนดเกณฑ์ยอมรับที่ Cg ≥ 1.33 และ Cgk ≥ 1.33 หากเครื่องมือวัดผ่านเกณฑ์ดังกล่าว แสดงว่ามีความแม่นยำและเสถียรภาพเพียงพอสำหรับการใช้งานในกระบวนการผลิต VDA 5 และ ISO 22514-7 มีการประเมินความสามารถของระบบการวัด จะใช้แนวคิด Measurement Uncertainty โดยคำนวณค่า standard measurement uncertainty (u) ซึ่งเป็นค่าความไม่แน่นอนมาตรฐานของการวัด จากนั้นนำไปคำนวณดัชนี QMS (Quality of Measurement System) หรือ CMS (Capability of Measurement System) ซึ่งเป็นอัตราส่วนระหว่างความไม่แน่นอนของการวัดกับค่าความเผื่อของลักษณะชิ้นงาน หากค่า QMS หรือ CMS มีค่าน้อย (เช่น ≤ 15% สำหรับเครื่องมือวัด) แสดงว่าระบบการวัดมีความสามารถเพียงพอในการสนับสนุนการควบคุมกระบวนการผลิต.
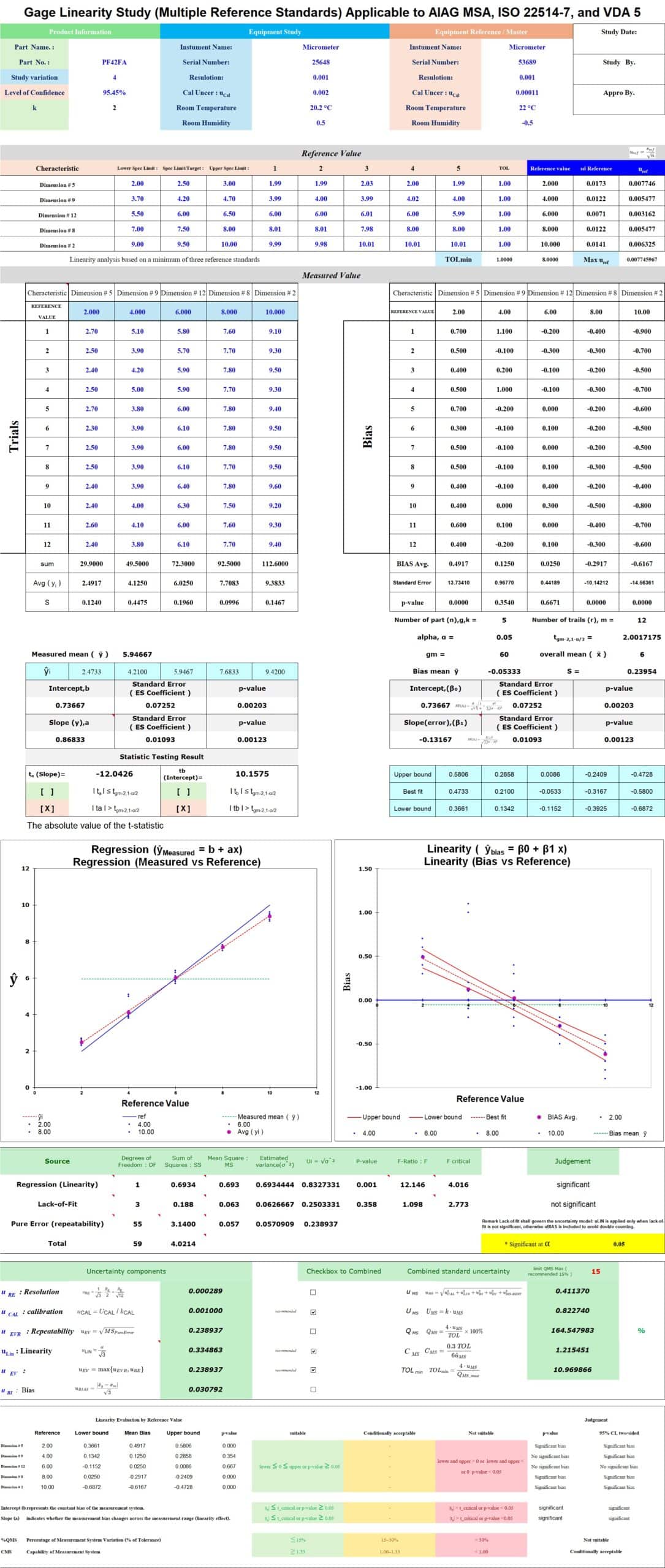
Type 1 Measurement System Analysis – Linearity Study (Multiple Reference Standards)
เป็นการประเมินความสามารถของเครื่องมือวัดในการวัดค่าที่แตกต่างกันในช่วงการวัด (Measurement Range) โดยใช้ชิ้นงานมาตรฐานหลายค่า (Multiple Reference Standards) ที่มีค่าจริงทราบแน่นอน การทดลองดำเนินการโดยผู้วัดคนเดียว (Master)และทำการวัดซ้ำหลายครั้งในแต่ละค่ามาตรฐาน เพื่อศึกษาความสัมพันธ์ระหว่างค่าที่วัดได้กับค่ามาตรฐาน และวิเคราะห์ความคลาดเคลื่อนเชิงระบบ (Bias) ในแต่ละระดับของการวัด
ผลการวิเคราะห์มักใช้ Regression Analysis เพื่อประเมินว่า Bias เปลี่ยนแปลงตามค่าที่วัดหรือไม่ ซึ่งเรียกว่า Linearity หากเส้น Regression มีความชันใกล้ศูนย์ แสดงว่าเครื่องมือวัดมี Linear response ที่ดี นอกจากนี้ยังสามารถคำนวณ %Linearity เพื่อประเมินระดับความคลาดเคลื่อนของเครื่องมือวัดตลอดช่วงการวัด โดยทั่วไปกำหนดเกณฑ์ยอมรับที่ %Linearity ≤ 5% ของ Tolerance
VDA 5 และ ISO 22514-7 การวิเคราะห์ Linear behavior ของเครื่องมือวัดสามารถนำไปใช้คำนวณ standard measurement uncertainty (u) ขององค์ประกอบ Bias หรือ Linearity และรวมเข้ากับองค์ประกอบอื่นของความไม่แน่นอน เพื่อประเมินดัชนีความสามารถของระบบการวัด เช่น QMS (Quality of Measurement System) หรือ CMS (Capability of Measurement System) ซึ่งเปรียบเทียบความไม่แน่นอนของการวัดกับค่าความเผื่อของชิ้นงาน หากค่า QMS หรือ CMS อยู่ในเกณฑ์ที่กำหนด แสดงว่าระบบการวัดมีความเหมาะสมสำหรับการใช้งานในกระบวนการควบคุมคุณภาพ.
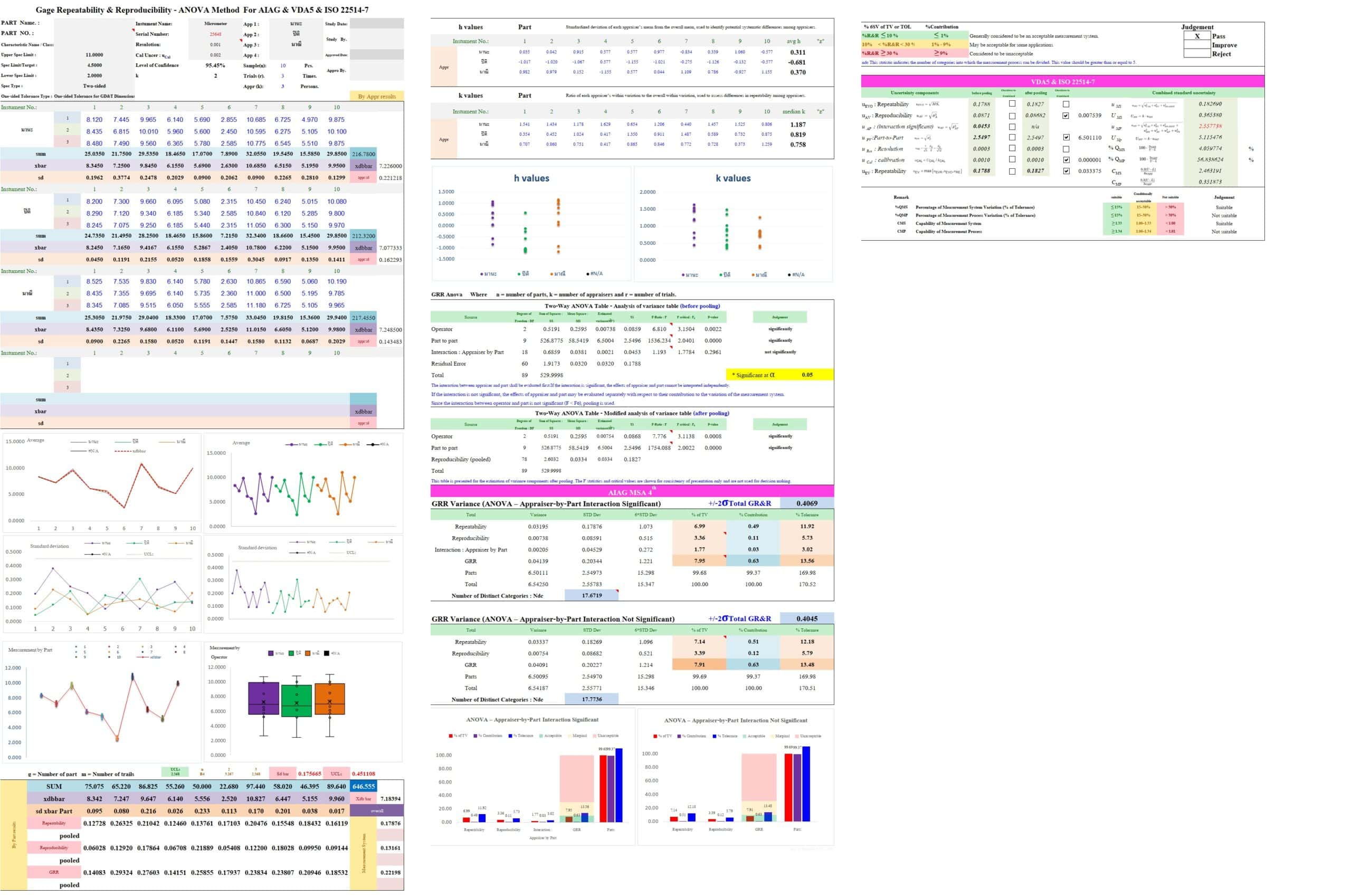
Type 2 Measurement System Analysis (Gage R&R) – Two-Way Random Effects ANOVA with Appraiser and Part Interaction
เป็นการวิเคราะห์ความสามารถของกระบวนการวัดโดยพิจารณาความแปรปรวนที่เกิดจากหลายแหล่งพร้อมกัน ได้แก่ Repeatability, Reproducibility , Part Variation การทดลองดำเนินการโดยใช้ชิ้นงานหลายชิ้นและผู้วัดหลายคน โดยแต่ละผู้วัดทำการวัดชิ้นงานซ้ำหลายครั้ง จากนั้นใช้วิธี Two-Way Random Effects ANOVA เพื่อแยกองค์ประกอบของความแปรปรวน และพิจารณาปฏิสัมพันธ์ระหว่างผู้วัดและชิ้นงาน (Appraiser × Part Interaction)
ผลการวิเคราะห์นำไปคำนวณค่า Gage Repeatability and Reproducibility (%GRR) ซึ่งแสดงสัดส่วนความแปรปรวนของระบบการวัดเมื่อเทียบกับความแปรปรวนรวมของกระบวนการหรือค่าความเผื่อของชิ้นงาน โดยทั่วไปกำหนดเกณฑ์ว่า %GRR ≤ 10% ถือว่าระบบการวัดมีความสามารถดี, 10–30% อาจยอมรับได้ตามเงื่อนไขการใช้งาน, และ ≥ 30% ถือว่าไม่เหมาะสม นอกจากนี้ยังพิจารณาค่า Number of Distinct Categories (ndc) เพื่อประเมินความสามารถของระบบการวัดในการแยกแยะความแตกต่างของชิ้นงาน
VDA 5 และ ISO 22514-7 ผลจากการวิเคราะห์ระบบการวัด เช่น ความแปรปรวนจาก Repeatability, Reproducibility, Bias, Linearity และอิทธิพลของสภาพแวดล้อม สามารถนำมาใช้ในการประมาณค่า standard measurement uncertainty (u) ของกระบวนการวัด โดยค่าความไม่แน่นอนมาตรฐานจากแต่ละแหล่งอิทธิพลจะถูกรวมกันด้วยวิธี root-sum-of-squares (RSS) เพื่อหาค่า combined standard uncertainty (u₍c₎) และนำไปคำนวณเป็น expanded measurement uncertainty (U) ด้วยตัวคูณการขยาย (coverage factor)
ค่าความไม่แน่นอนนี้ถูกนำมาใช้ในการประเมิน ความสามารถของระบบการวัด ผ่านดัชนีต่าง ๆ เช่น QMS (Quality of Measurement System) หรือ CMS (Capability of Measurement System) ซึ่งเปรียบเทียบความไม่แน่นอนของการวัดกับค่าความเผื่อของลักษณะชิ้นงาน (Tolerance) นอกจากนี้ยังใช้ดัชนี QMP (Quality of Measurement Process) ซึ่งแสดง สัดส่วนความไม่แน่นอนของการวัดเมื่อเทียบกับค่าความเผื่อของชิ้นงาน และ CMP (Capability of Measurement Process) ซึ่งแสดง ความสามารถของกระบวนการวัด ในรูปของดัชนีความสามารถ หากค่าเหล่านี้อยู่ภายในเกณฑ์ที่กำหนด แสดงว่าระบบการวัดมีความเหมาะสมสำหรับการตรวจสอบ การควบคุมกระบวนการ และการประเมินคุณภาพของผลิตภัณฑ์ในกระบวนการผลิต.
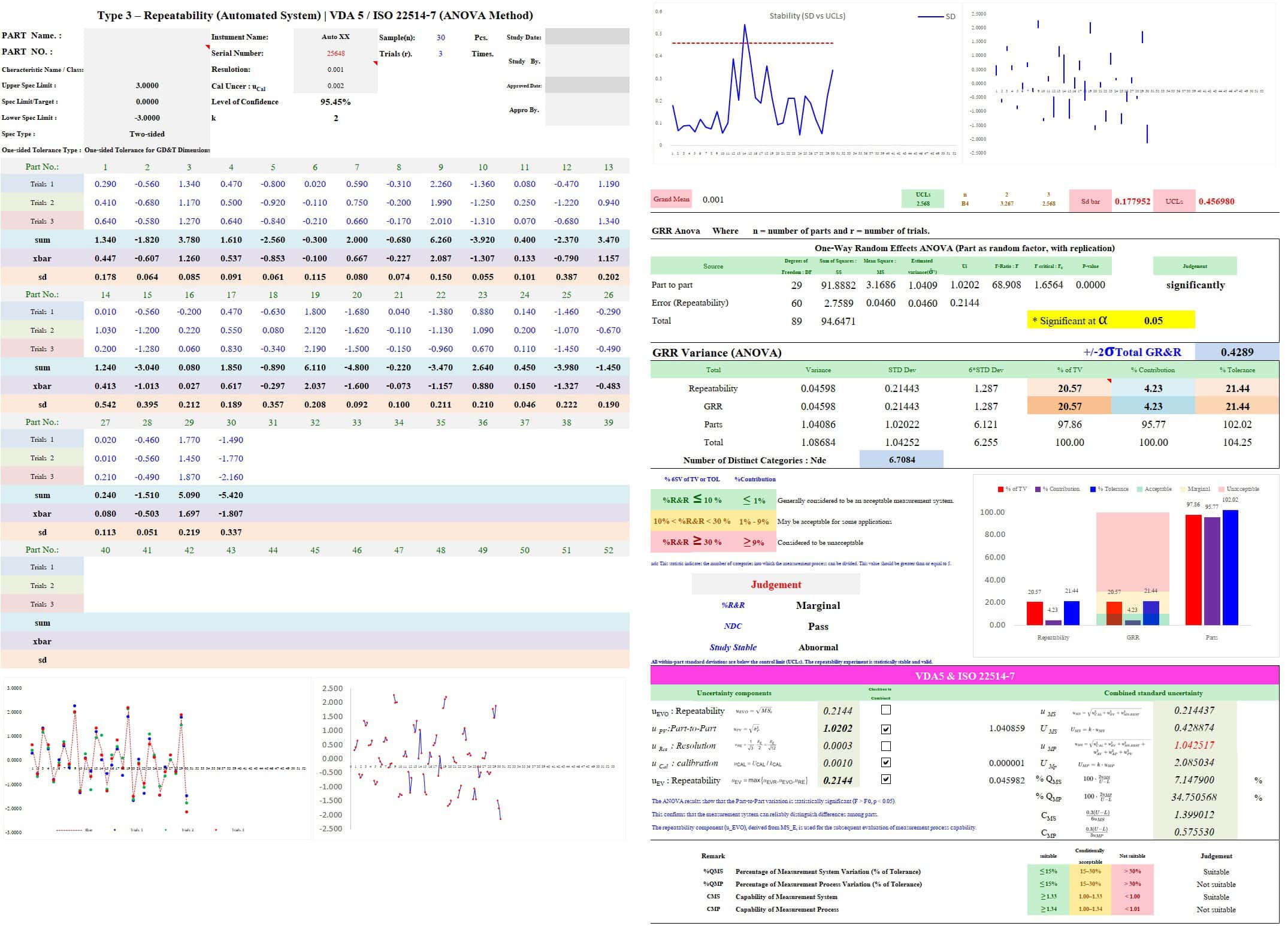
Type 3 Measurement System Analysis – Repeatability Study (One-Way Random Effects ANOVA, No Appraiser Effect)
เป็นการวิเคราะห์ความสามารถของกระบวนการวัดสำหรับ เครื่องมือวัดแบบอัตโนมัติ (Automated Measuring System) ซึ่งมุ่งประเมินเฉพาะ Repeatability หรือความสามารถในการวัดซ้ำของเครื่องมือวัดภายใต้เงื่อนไขเดียวกัน โดยไม่พิจารณาอิทธิพลจากผู้วัด (No Appraiser Effect) เนื่องจากกระบวนการวัดดำเนินการโดยระบบอัตโนมัติทั้งหมด การทดลองดำเนินการโดยใช้ชิ้นงานหลายชิ้นและทำการวัดซ้ำหลายครั้งในแต่ละชิ้นงานภายใต้สภาพแวดล้อมและเงื่อนไขการวัดที่คงที่ จากนั้นใช้วิธี One-Way Random Effects ANOVA เพื่อแยกองค์ประกอบของความแปรปรวนระหว่างชิ้นงาน (Part Variation) และความแปรปรวนจากการวัดซ้ำของเครื่องมือวัด (Repeatability)
ผลการวิเคราะห์ช่วยประเมินว่าความแปรปรวนของเครื่องมือวัดอัตโนมัติมีขนาดเล็กเพียงพอเมื่อเทียบกับความแปรปรวนของชิ้นงานหรือค่าความเผื่อของลักษณะชิ้นงานหรือไม่ ในแนวทางของ VDA 5 และ ISO 22514-7 ค่าความแปรปรวนจาก Repeatability สามารถนำไปใช้ประมาณ standard measurement uncertainty (u) ของกระบวนการวัด และนำไปคำนวณดัชนีความสามารถของระบบการวัด เช่น QMS (Quality of Measurement System) หรือ CMS (Capability of Measurement System) รวมถึงดัชนีของกระบวนการวัด เช่น QMP (Quality of Measurement Process) ซึ่งแสดงสัดส่วนความไม่แน่นอนของการวัด และ CMP (Capability of Measurement Process) ซึ่งแสดงความสามารถของกระบวนการวัด เพื่อประเมินความเหมาะสมของระบบการวัดสำหรับการควบคุมและประเมินคุณภาพของกระบวนการผลิต.
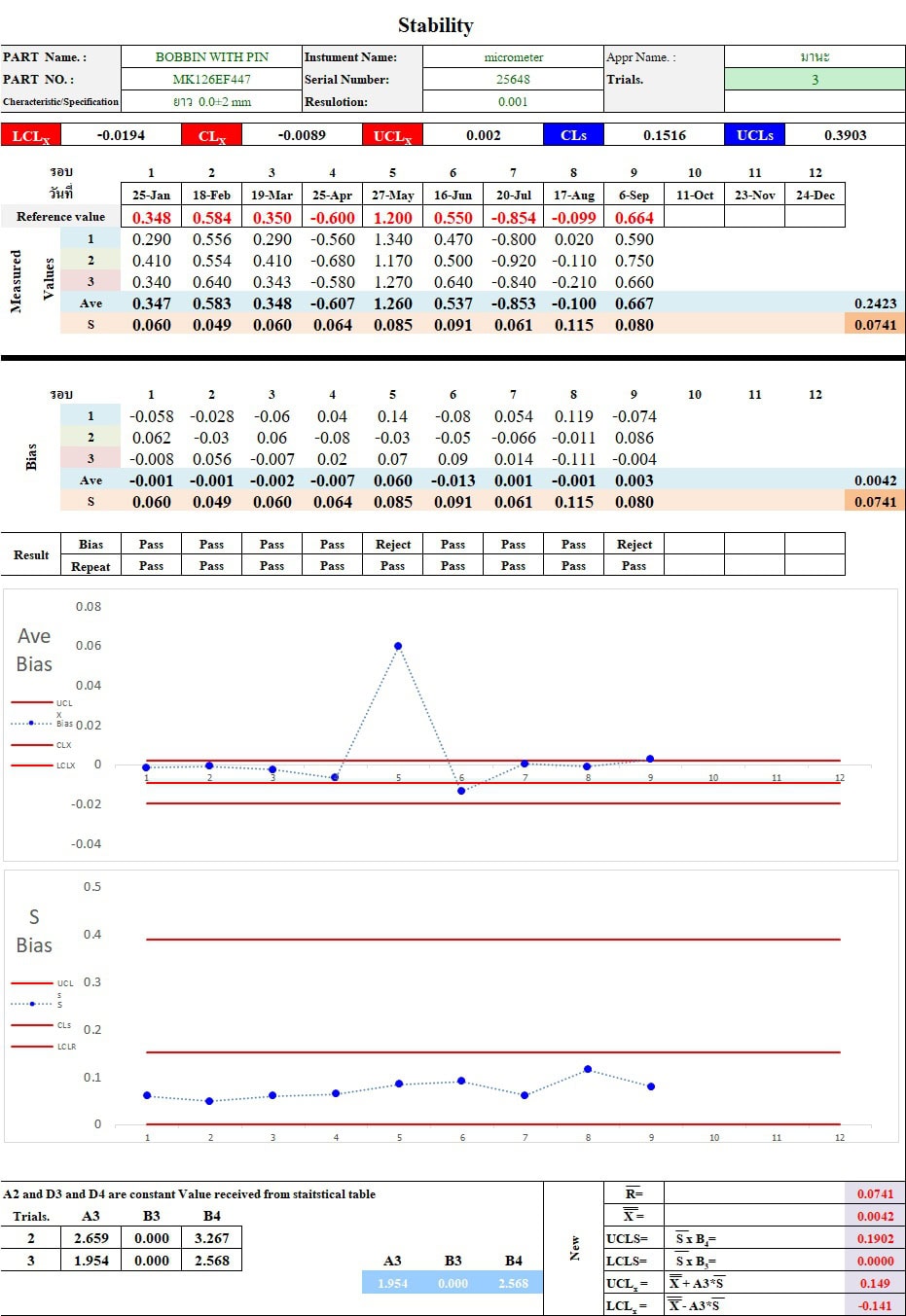
Stability
เป็นการประเมินความสามารถของกระบวนการวัดในการให้ผลการวัดที่ คงที่ตามเวลา (Measurement Consistency Over Time) โดยทำการวัดชิ้นงานมาตรฐาน (Reference Part หรือ Master Part) เดิมซ้ำ ๆ ในช่วงเวลาที่แตกต่างกัน เช่น รายวัน รายสัปดาห์ หรือรายเดือน เพื่อตรวจสอบว่าค่าการวัดมีการเปลี่ยนแปลงหรือเกิดการ Drift ของเครื่องมือวัดหรือไม่
ผลการวิเคราะห์มักใช้ Control Chart เช่น X̄ Chart หรือ Individuals Chart เพื่อติดตามแนวโน้มของค่าการวัด หากค่าการวัดยังคงอยู่ภายในขีดจำกัดการควบคุม (Control Limits) และไม่พบแนวโน้มผิดปกติ แสดงว่าระบบการวัดมี Stability ที่ดี แต่หากพบการเปลี่ยนแปลงอย่างมีนัยสำคัญ อาจเกิดจากปัจจัย เช่น การสึกหรอของเครื่องมือ การเปลี่ยนแปลงอุณหภูมิ การ Drift ของเซ็นเซอร์ หรือปัญหาการ Calibration
ในแนวทางของ VDA 5 และ ISO 22514-7 ความไม่เสถียรของระบบการวัดถือเป็นหนึ่งในแหล่งของ measurement uncertainty ซึ่งสามารถนำไปใช้ประมาณค่า standard measurement uncertainty (u) และใช้ในการคำนวณดัชนีความสามารถของระบบการวัด เช่น QMS (Quality of Measurement System) หรือ CMS (Capability of Measurement System) รวมถึงดัชนีของกระบวนการวัด เช่น QMP (Quality of Measurement Process) และ CMP (Capability of Measurement Process) เพื่อประเมินความเหมาะสมของระบบการวัดสำหรับการควบคุมและประเมินคุณภาพของกระบวนการผลิต.
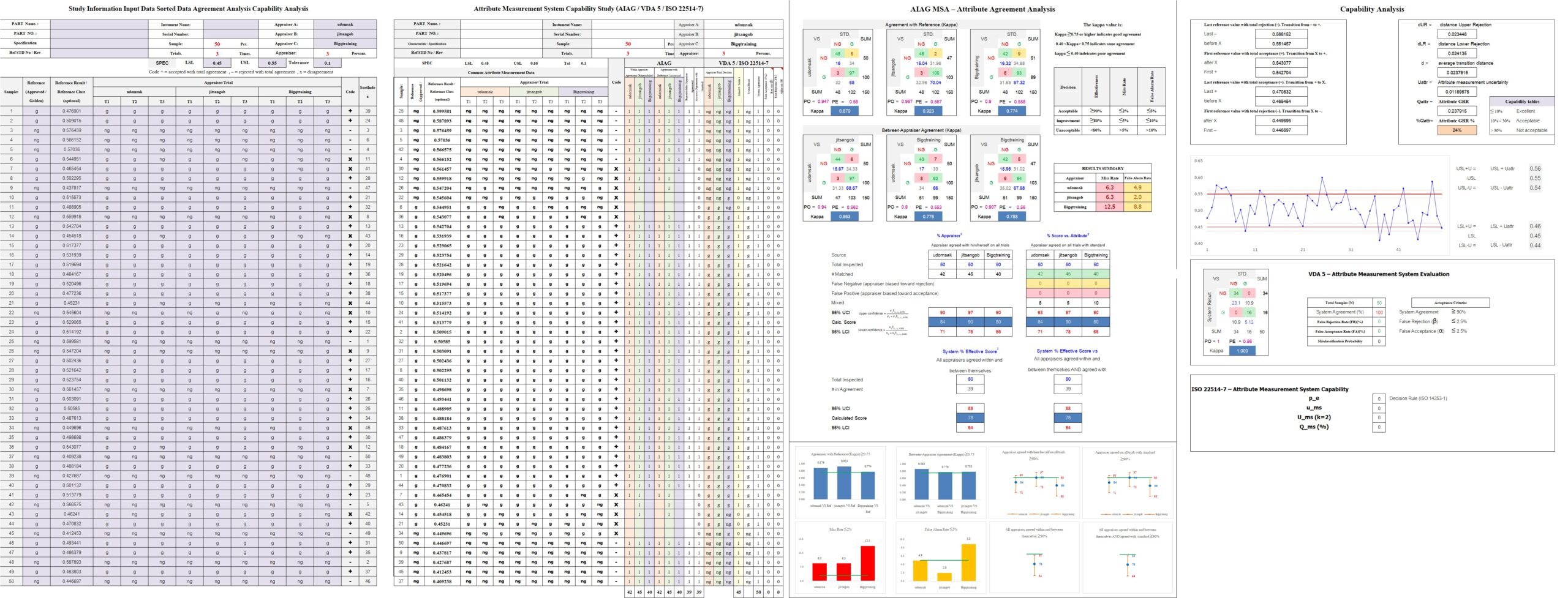
Attribute Measurement System Capability Study
เป็นการประเมินความสามารถของระบบการวัดสำหรับ ข้อมูลเชิงคุณลักษณะ (Attribute Data) เช่น การตัดสินผล ผ่าน/ไม่ผ่าน (Pass/Fail), ดี/เสีย (Good/Bad) หรือ OK/NG โดยมีวัตถุประสงค์เพื่อประเมินความถูกต้องและความสม่ำเสมอของการตัดสินผลของผู้ตรวจสอบหรือระบบตรวจสอบอัตโนมัติ การทดลองมักใช้ชิ้นงานหลายชิ้นที่มีทั้งชิ้นงานดีและเสีย และให้ผู้ตรวจสอบหลายคนทำการตรวจซ้ำหลายรอบ เพื่อนำผลการตรวจไปวิเคราะห์ความสอดคล้องของการตัดสินผล
ผลการวิเคราะห์จะพิจารณา Repeatability (ความสม่ำเสมอของผู้ตรวจคนเดิม), Reproducibility (ความสอดคล้องระหว่างผู้ตรวจหลายคน) และ Accuracy เมื่อเปรียบเทียบกับค่ามาตรฐาน (Reference Decision) โดยตัวชี้วัดที่นิยมใช้ เช่น Percent Agreement และ Kappa Statistic เพื่อประเมินระดับความสอดคล้องของการตัดสินผล หากค่าความสอดคล้องอยู่ในระดับสูง แสดงว่าระบบการตรวจสอบมีความสามารถเพียงพอสำหรับการใช้งาน
ในแนวทางของ VDA 5 และ ISO 22514-7 การประเมินระบบการตรวจสอบจะเชื่อมโยงกับแนวคิดของ measurement uncertainty และความเสี่ยงในการตัดสินใจ (Decision Risk) โดยพิจารณาความน่าจะเป็นของการตัดสินผิดพลาด เช่น False Accept (ยอมรับชิ้นงานเสีย) และ False Reject (ปฏิเสธชิ้นงานดี) ข้อมูลจากการศึกษาสามารถนำไปใช้ประเมินความสามารถของกระบวนการตรวจสอบ และสนับสนุนการตัดสินใจเกี่ยวกับความเหมาะสมของระบบการตรวจสอบสำหรับการควบคุมและประเมินคุณภาพของกระบวนการผลิต.
วัตถุประสงค์ หลักสูตร MSA AIAG & VDA
1.เพื่อให้ผู้ฝึกอบรมมีความรู้ความเข้าใจหลักการวิเคราะห์ระบบการวัด Measurement System Analysis ( MSA AIAG & VDA ) 1st Edition ตามคำแนะนำของ AIAG & VDA ทั้งแบบ Variables และ Attribute
2.เพื่อให้ผู้เข้ารับการอบรม มีทักษะการวิเคราะห์ระบบการวัด ( ทดลอง , เก็บข้อมูล วิเคราะห์ผล และ ประเมินสาเหตุของปัญหาได้ ผ่าน Workshop จริง )
กลุ่มเป้าหมาย : ผู้จัดการ หัวหน้างาน และผู้ที่สนใจ
จำนวนผู้เข้าอบรม : 30 คน/รุ่น
กำหนดการอบรม
บทนำ “Coming Soon”
รูปแบบการอบรม
– บรรยาย 30% Workshop 70%
– ทำกิจกรรมกลุ่มในการประเมินและร่วมกันระดมความคิด
สิ่งที่องค์กรต้องจัดเตรียม ( ต่อกลุ่ม )
วิเคราะห์ระบบการวัดแบบ Variable GR&R , bias , Linearity , Stability
1. ชิ้นงาน part เดียวกัน จำนวน 10 ชิ้น จะต้องมีขนาดแตกต่างกันอย่างน้อย 5 กลุ่ม ถ้าต่ำกว่านี้ค่า ndc จะต่ำ
2. เครื่องมือวัด 1ตัว หรือมากกว่า อาจเป็นเวอร์เนียร์หรือไมโคร ความละเอียดแย่สุด1/3 ของspecที่จะวัด (ควรมีความระเอียดมากกว่าไม่งั้นค่า ndc จะต่ำเหมือนกัน
3 โน๊ตบุ๊ค 1 เครื่อง ต้องมีโปรแกรม office excel ด้วย
วิเคราะห์ระบบการวัดแบบ Attribute
1. ชิ้นงานสำหรับทดสอบ part เดียวกัน จำนวน 20 ชิ้น และมีการแบ่งกลุ่มออกเป็น 4 ส่วนดังนี้
ถุงที่ 1 ชิ้นงานดี 30%
ถุงที่ 2 ชิ้นงานเสีย 20%
ถุงที่ 3 ชิ้นงานที่ตัดสินใจยากแต่ดี 25%
ถุงที่4 ชิ้นงานที่ตัดสินใจยากแต่เป็นชิ้นงานเสีย 25%
2. WI limit sample ที่บอกว่าชิ้นงานแบบไหนยอมรับได้หรือไม่ได้
3. ชิ้นงานเสียแต่ละประเภทเอามาใช้สอนก่อนการทดลอง ห้ามนำชิ้นงานที่จะมาทดลองมาสอนเนื่องจากจะเป็นการเฉลย)
4. อุปกรณ์สำหรับตรวจ (ถ้ามี) เช่นแว่นขยายถ้าจำเป็นต้องใช้